Заварување со триење
ЗАварување со триење
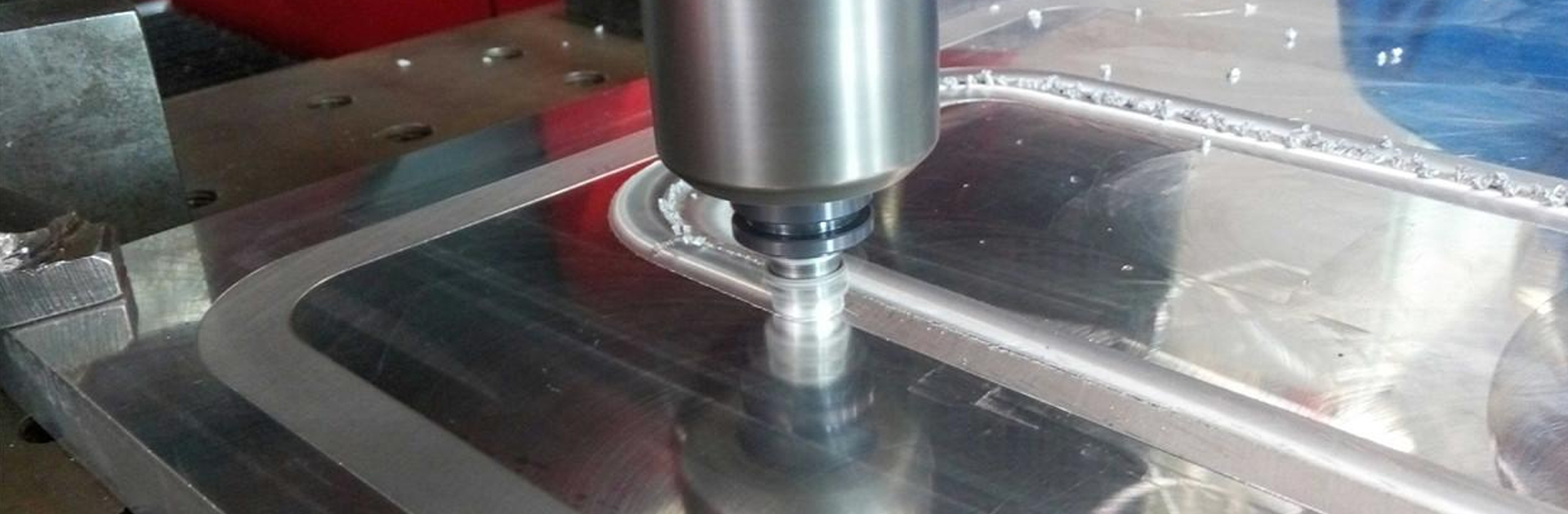
Заварувањето со триење се однесува на методот на заварување со употреба на топлина генерирана од триење на површината за контакт на работното парче како извор на топлина за да се предизвика работното парче да претрпи пластична деформација под притисок.
Под дејство на притисок, под дејство на постојан или зголемен притисок и вртежен момент, релативното движење помеѓу контактните контакти на заварувањето генерира топлина на триење и пластична топлина на деформација на површината на триење и нејзината близина, така што температурата на нејзината близина се зголемува до Опсегот на температура близу, но генерално понизок од точката на топење, отпорноста на деформација на материјалот е намалена, пластичноста е подобрена и оксидниот филм на интерфејсот е скршен. Под дејство на вознемирувачкиот притисок, пластичната деформација и протокот на материјалот се придружени со молекуларна дифузија и рекристализација на интерфејсот. Метод на заварување во цврста состојба за реализирање на заварување.
Minghe нуди целосни решенија за заварување со триење за огромен спектар на апликации за фрлање умре - со големо портфолио на машини и дополнителна поддршка од инженерство до услуга. Како глобален лидер во производството за производство на инвестиции, ние се гордееме што ги нудиме само најдобрите услуги на пазарот. Нашата страст за извонредна услуга за клиенти го води нашиот поттик за извонредност. За да дознаете повеќе за нашите услуги или да разговарате за опциите за вашиот следен проект, контактирајте го тимот денес.
Суштината на заварувањето со триење
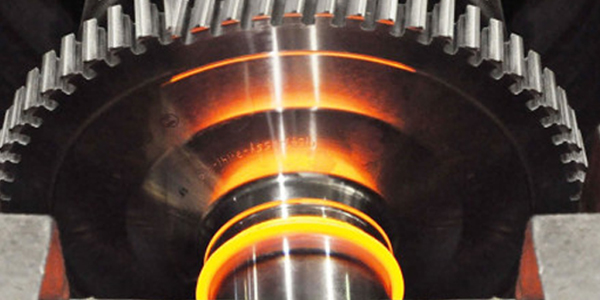
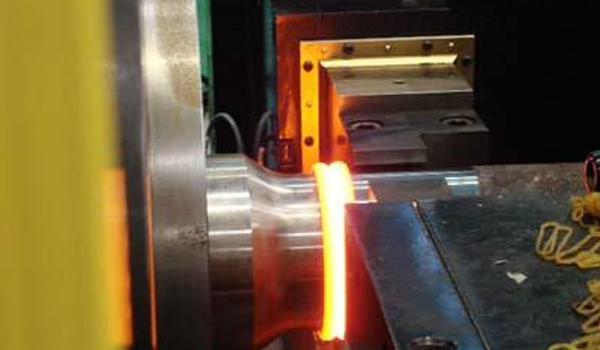
Вообичаено е металните површини на механичките делови да се спојат и заваруваат поради триење. Во процесот на сечење метал и голема брзина на ротација на машината, честопати се открива дека површините на два метални делови се заварени заедно поради триење и топлина. На пример: за време на вртењето, се создава вграден раб на алатката за вртење; за време на дупчењето, вежбата и работното парче често се споени заедно; лизгачкиот лежиште е заглавен поради согорувањето на вратилото. Се разбира, овие ситуации отсекогаш биле несреќи што луѓето се трудат да ги избегнат. Анализирано како феномен на заварување, нивниот процес не е совршен, а квалитетот на заварувањето не е идеален.
Сепак, преку анализа на овие феномени на сврзување и заварување, корисно е да се разбере суштината на заварувањето со триење.
Триењето го уништува оксидниот филм на металната површина. Генерацијата на триење на топлина ја намалува јачината на металот, но ја зголемува неговата пластичност. Површинскиот метален триење произведува пластична деформација и проток, што спречува оксидација на металот, ја промовира меѓусебната дифузија на атомите на заварените метали и формира силен заварен спој. Ова е суштината на заварувањето со триење.
Карактеристики на заварување со триење
Зошто заварувањето со триење се развива многу брзо дома и во странство, а неговата примена е многу широка, тоа е затоа што има низа предности. Овие предности ги вклучуваат следниве аспекти:
1. Квалитетот на заварување на спојот е добар и стабилен
Стапката на отпад на алуминиум-бакар преодни споеви произведена од нискотемпературно заварување со триење во мојата земја е помала од 0.01%; фабриката за котли користи заварување со триење наместо заварување со блиц за производство на калеми за економизатор, а стапката на остатоци за заварување се намалува од 10% на 0.001%. Западна Германија користи заварување со триење наместо заварување за блиц за производство на издувни вентили на автомобилот, а стапката на одбивање на заварувањето падна од 1.4% на 0.04 ~ 0.01%. Од горенаведените примери може да се види дека стапката на остатоци од заварување со триење е многу мала, околу 1% од општиот метод на заварување.
2. Погоден за заварување на различен челик и неразлични метали.
Заварувањето со триење не само што може да заварува обични различни челици, туку исто така и неразлични челици и неразлични метали со многу различни механички и физички својства на собна температура и висока температура, како што е јаглероден структурен челик - брз челик за алати; бакар - нерѓосувачки челик. Покрај тоа, тој исто така може да заварува различни метали кои произведуваат кршливи легури, како што се алуминиум-бакар, алуминиум-челик, итн.
3. Висока прецизност на големината на заварувањето
За комората пред согорување на дизел моторот произведена со заварување со триење, максималната грешка на вкупната должина е ± 0.1 mm. Некои специјални машини за заварување со триење можат да обезбедат дека толеранцијата на должината на заварувањето е 0.2 mm, а ексцентричноста е помала од 0.2 mm. Затоа, заварувањето со триење не се користи само за заварување празни места, туку и за заварување на собрани производи.
4. Машината за заварување има мала заштеда на енергија и енергија.
Во споредба со заварување со триење и заварување со блиц, заштедата на енергија е околу 80 ~ 90%.
5. Карактеристики на заштитата на животната средина при заварување со триење
Местото за заварување со триење е хигиенско, без искри, лакови и штетни гасови, што е погодно за заштита на животната средина и е погодно за употреба во автоматски линии на производство со други напредни методи на обработка на метал