
Ефект на вежба и никел врз отпорност на топлина од 4Cr5Mo2V Die Casting Die Cast Cast Die

4Cr5 Mo2V е најчесто користен челик за матрица. Во процесот на леење на легура на алуминиум, поради ерозија и адхезија на стопениот алуминиум, калапот ќе претрпи термички оштетувања, како што се термички замор и термичка загуба на топење, што резултира со намалување на нејзината цврстина, па дури и предвремено откажување.
Со цел да се проучи дали никелот или сувоста можат да ја подобрат отпорноста на термички оштетувања на калапи за калење од легура на алуминиум, беа направени 4Cr5 Mo2V челични и 4Cr5Mo2V челични тест блокови кои содржат 1% Ni и 1% Co (фракција на маса), и тие беа инкрустирани после гаснење и калење. Во фиксираниот калап на калапот за леење, алуминиумската легура ADC12 со температура од 800 subsequ последователно се фрли 200-1,000 пати, а макро морфологијата и тврдоста на површината на блокот за тестирање беа испитани.
Резултатите покажуваат дека по алуминиумска легура 1,000 пати, челичниот тест блок 4Cr5Mo2V најстрого се држел до алуминиум и произвел многу малку пукнатини слични на мрежа; челичниот тест блок што содржи Ni малку се прилепуваше на алуминиум, а блокот за тестирање челик што содржи Co најмалку се држеше до алуминиум, што покажува дека содржината на 1% челик Co 4Cr5Mo2V има најдобра отпорност на термички оштетувања на алуминиумски легури. Дополнително, во споредба со тврдоста пред легурата на алуминиум, по 1,000 пати лиење, тврдоста на површината од челик 4Cr5Mo2V, примероци од челик кои содржат никел и содржат 4Cr5Mo2V се намали за 2.8, 1.8 и 1.4 HRC, односно, повеќе алуминиумски легури кои фрлаат умре. Негативниот ефект врз тврдоста на површината на челикот што содржи никел и сув 4Cr5Mo2V е помал од челикот 4Cr5Mo2V, што е поврзано со ефектот на зајакнување на цврстиот раствор на Co и Ni, што е корисно за подобрување на алуминиумската течна отпорност на ерозија на калапот и направете го калапот помалку подложен на термичко оштетување.
Лиење од легура на алуминиум е сложен процес со висока температура и висок притисок. Постојат многу фактори кои влијаат на перформансите на термичките оштетувања (вклучително и термички замор и топлинска загуба) на калапите за леење на умрени легури на алуминиум. Меѓу нив, составот на челик за жешка работа е особено важен.
Во нормални околности, може да се избегне неуспехот на матрицата за леење поради пукање и пластична деформација. Пукањето на мувла обично е предизвикано од случајно механичко преоптоварување или термичко преоптоварување, што резултира со тешка концентрација на стрес. Рано напукнување на термички замор и загуба на заварување (топлинско оштетување на површината) на калапите за леење со умре се главните режими на откажување, и двете често влијаат едни на други. Челикот 4Cr5Mo2V е широко користен челик за топла работа, со добра отпорност на абење и отпорност на пластична деформација. Вежба и никел најчесто се користат легирачки елементи, кои можат ефикасно да ја зголемат цврстината и цврстината на челикот и да имаат одреден ефект врз отпорноста на термичко оштетување. Затоа, се изучува челик 4Cr5Mo2V, 4Cr5Mo2V што содржи 1% Ni и 1% Co (масен дел, истото подолу). Отпорноста на челикот на оштетување на стопениот алуминиум е од големо значење за водење на вистинското производство.
Сепак, повеќето методи за проучување на термичко оштетување на челик од умирање пред устијата се да се симулира греење и ладење. Примерокот од челичен калап директно не контактира со растопениот алуминиум и не вклучува ефект на прочистување на стопениот алуминиум, како што е директно индукциско загревање на примерокот од челик. -А. Во овој труд, трикомпонентни блокови за тестирање на челик од калап беа подготвени и вградени во калапот за лиење за да се спроведе тестот за лиење од алуминиум ADC12. Оштетување на стопениот алуминиум.
1. Тест материјали и методи
1.1 Тест материјали
Хемискиот состав на челик 4Cr5Mo2V, челик 4Cr5Mo2V кој содржи 1% Ni (во натамошниот текст: челик 4Cr5Mo2V + Ni) и челик 4Cr5 Mo2V кој содржи 1% Co (во понатамошниот текст 4Cr5Mo2V + Co челик) се прикажани во Табела 1. Тестот беше тестиран леано со ADC12 Хемискиот состав на легура на алуминиум е прикажан во Табела 2.
| Табела 1 Хемиски композиции на истражените умрените челици за умртвување (масен дел)% | |||||||
| материјал | C | Cr | Mo | V | Co | Ni | Si |
| Челик 4Cr5Mo2V | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V+Ni челик | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V+Co челик | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Табела 2 Хемиски состав на алуминиумската легура ADC12 % | |||||||||
| Елемент | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Квалитетно рејтинг | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Метод на тестирање
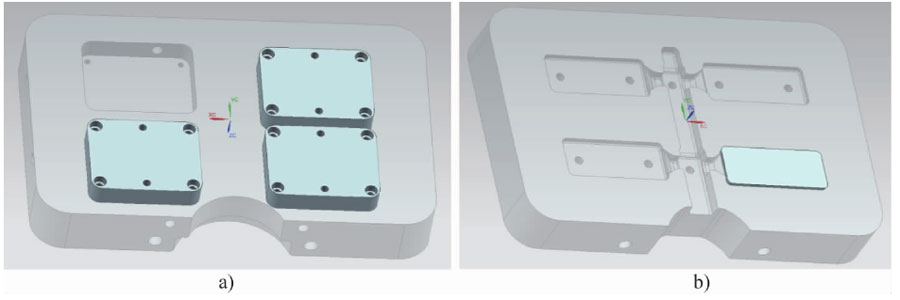
Челичниот челик 4Cr5Mo2V, челикот 4Cr5Mo2V + Ni и челикот 4Cr5Mo2V + Co беа обработени во тест блокови како што е прикажано на Слика 1. По гаснење на вакуум, тие беа калени двапати, со цврстина од околу 47 HRC, и фино мелени за да се отстрани оксидната скала.
Групниот број на испитниот блок е вграден во жлебот на фиксниот калап, а празнината на легура на алуминиум од леано лежиште е поставена во подвижниот калап, како што е прикажано на слика 2. Машина за точење на умрени ладни комори од 500 t и само-дизајниран калап беа користени за тестирање на лиење од лим од алуминиумска легура ADC12, а легурата од алуминиум беше повторно искористена. Температурата на стопениот алуминиум е повисока, 800 ° C, со цел да се забрза испитувањето (генерално, температурата на леење на матрицата од алуминиумската легура ADC12 е (650 120) ° C). Бидејќи температурата на стопениот алуминиум е 800, што не достигнува до точката на топење на меѓуметалното соединение Fe-A1, добиеното соединение ќе постои во стопениот алуминиум како нечистотии по паѓањето. Повторната употреба на стопениот алуминиум, исто така, ќе предизвика зголемување на нечистотиите и зајакнување на алуминиумот. Ефектот на чистење на течноста, со што се забрзува тестот.
По тестот за кастинг, стерео микроскоп се користеше за да се набудува феноменот на адхезија на алуминиум на површината на блокот за тестирање; се користеше микроскоп со ултра длабочина на поле за понатамошно набудување на степенот на адхезија на алуминиум и дали има пукнатини на површината на блокот за тестирање.
2. Резултати и анализи од тестот
2. 1 Површинска морфологија на блокот за тестирање
2.1.1 Алуминиум за лепење на површината
Слика 3 ја прикажува морфологијата на површината на трите челични тест блокови без калапи и по 600,1000 пати од кастинг. Од сликата 3 (б, е, ж) може да се види дека по 600 пати од кастинг, челичниот тест блок 4Cr5Mo2V има најсериозно лепење на алуминиум.
Челичниот тест блок 4Cr5Mo2V + Co се држи до најмалку алуминиум. Слика 3 (в, ѓ, и) покажува дека адхезијата на алуминиум на површината на трите тест блокови се зголемила по 1,000 пати од лиење. Површината на челичниот тест блок 4Cr5Mo2V има очигледна адхезија на алуминиум, додека другите два тест блока имаат мала адхезија на алуминиум. Тестот за челик 4Cr5Mo2V + Co Грутката од алуминиум е најмала и униформа, што покажува дека челикот 4Cr5Mo2V што содржи дијаманти има најдобра отпорност на оштетување од течен алуминиум, додека челикот 4Cr5Mo2V е најлош. Додавањето елементи за вежбање и никел е корисно за стабилизирање на тврдоста на висока температура од челик 9-10, а површината не е лесно да се „омекне“ при повторен контакт со стопен алуминиум, така што отпорноста на ерозија на течен алуминиум е подобра и алуминиумска адхезија. е благ. За време на тестот за калење, растопениот алуминиум влегува во шуплината за да го контактира блокот за тестирање, а нерамната структура на блокот за тестирање, областа за дефекти при обработката и другите локални области малку ќе се држат до алуминиумот. Алуминиумот во површината поврзана со алуминиум ќе реагира со челикот и ќе формира Fe.} Al кршливо средно соединение, кое ќе се скрши и излупи под чистење на алуминиумската течност под висок притисок, што резултира со јами на површината на мувла, и многу повеќе сериозно поврзување на алуминиум под чистење на алуминиумската течност.
2.1.2 Површински пукнатини
Слика 4 ја прикажува морфологијата на супер-длабочина на теренот на челик 4Cr5Mo2V, челик 4Cr5Mo2V + Ni и челик 4Cr5Mo2V + Co по 1,000 пати од кастинг на калапи. Од Слика 4 (а) може да се види дека има мал број микропукнатини распоредени во речиси нето форма на површината на челичниот тест блок 4 Cry Mot V. Прилепениот алуминиум и стопениот алуминиум реагираат со челик за да формираат Fe.} Al соединенија. Коефициентот на топлинска експанзија на Fe.} Al е различен од оној на матрицата, што резултира во многу мала количина на микрокрикови во прилепениот алуминиум и Fe.} Al и соединенијата. Ефектот на лупење на стопениот алуминиум предизвикува пробивање на микропукнатините, а растопениот алуминиум продира во пукнатината и понатаму реагира со матрицата за да формира соединенија Fe 2 Al. Во последователниот процес на повторено фрлање на умре, соединенијата на Fe.} Al на површината на тест блокот се олупираат и формираат јами. По солење и ултразвучно чистење, површината на блокот за испитување се појави слично на карактеристиките на чистење на течноста од алуминиум, слични на мрежата. Слика 4 (б, в) покажува дека нема пукнатини во тест блоковите челик 4Cr5Mo2V + Co и челик 4Cr5Mo2V + Ni, што покажува дека додавањето на вежба или молибден од 1% не само што може да ја намали површинската адхезија на алуминиум, туку и да го намали тенденцијата на пукање на мувла и подобрување на отпорноста на алуминиум перформанси на оштетување на течноста. Додавањето на никел и дијамантски елементи кои не формираат карбид може да ја подобри цврстината на калапот на висока температура, а дијамантот исто така може да промовира дисперзија и таложење на молибден карбид за време на процесот на калење и да го зајакне ефектот на стврднување на врнежите 'z-} 3. Истражувањето на Линг Киан и сор. покажа дека додавањето на стабилизирачки елементи на аустенит на челик од матрица може да ја намали концентрацијата на стрес. И дупчалката и никелот се елементи кои ја прошируваат зоната на аустенит, така што површините на калапи од челик 4Cr5Mo2V + Ni и 4Cr5Mo2V + Co не се склони кон пукнатини.
Растопениот алуминиум во вистинскиот процес на кастинг е многу силен против мувла. Според фазен дијаграм Fe-A1, меѓуметалните соединенија Fe-Al формирани од реакцијата на челик и стопен алуминиум се главно FeAlz, Fez A15, FeA13, итн., Кои се кршливи. Ал-богатата фаза на алуминиумската легура ќе отцепете се од матрицата и внесете го стопениот алуминиум под чешање на стопениот алуминиум, оставајќи јами на површината на калапот. Комбинацијата на дел од легурата на алуминиум и јамите за мувла е релативно силна и не отпаѓа, и понатаму формира соединенија Fe A1. Алуминиумот, Fe.} Al и соединенијата што се прилепуваат таму се подложни на микропукнатини за време на ладењето. Листот за калење има помалку течен алуминиум, така што се зацврстува побрзо, а реакцијата помеѓу калапот и течниот алуминиум е побавна. Затоа, површината на блокот за тестирање има помалку јами поради реакцијата на Fe и Al, а повеќе леплив алуминиум се произведува со ерозија на алуминиумската течност.
2. 2 Цврстина на површината
Табела 3 е просечната вредност на тврдоста на површината на трите тест блокови од челик по различно време на кастинг. Податоците во Табела 3 покажуваат дека површинската цврстина на трите вида тест блокови сите малку се намалува. Како што се зголемува бројот на калапи за фрлање умре, тоа е еквивалентно на повторено калење на тест блокот, така што цврстината се намалува. По 1,000 пати фрлање на умре, цврстината на тест блокот од челик 4Cr5Mo2V + Co има најмало опаѓање, што е 1.4 HRC; челичниот тест блок 4Cr5Mo2V има најочигледно намалување.
Очигледно, тој е намален за 2. 8 HRC; површинската цврстина на челичниот тест блок 4Cr5Mo2V + Ni опадна за 1. 8 HRC. Стабилната цврстина на мувлата е корисна за да се намали лепењето на алуминиум, односно е од корист да се спротивстави на термичко оштетување при леење на умре.
| Табела 3 Површинска цврстина на блоковите за тестирање по кастинг за различно време % | ||||||
| материјал | Не Die Cast | 200 тајмс | 400 тајмс | 600 тајмс | 800 тајмс | 1000 тајмс |
| Челик 4Cr5Mo2V | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V+Ni челик | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V+Co челик | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
По долго време калење на челичниот камен, мартензитот се распаѓа и секундарните карбиди стануваат груби, што резултира со намалување на тврдоста на површината. Дупчалката и никелот се елементи што не формираат карбид, кои можат да ги заменат атомите на Fe за да го направат челичниот цврст раствор да се зајакне од 5 до 8, така што калапот има поголема јачина на висока температура и одржува поголема цврстина по повторното брзо загревање и ладење. Кинеската асоцијација за кастинг ја проучува распределбата на елементите во угасениот и кален челик Cr-Mo-V-Ni и откри дека за време на процесот на калење, Ni елементите ќе се збогатат околу карбидите, со што ќе се попречат јаглеродните атоми во феритот околу карбидите Континуираната дифузија на карбидите ја зголемува енергијата на активирање на заострувањето на карбидот, го попречува растот на карбидите, со што се намалува падот на цврстината на челикот 4Cr5Mo2V што содржи никел и ја подобрува неговата отпорност на оштетување на стопениот алуминиум.
Кинеската асоцијација за кастинг ги проучуваше термичката стабилност и микроструктурните промени на челик со 1% Ni и без Ni, и откри дека во подоцнежната фаза од тестот за термичка стабилност, никелот ќе ја забави цврстината на челичниот калап, со што ќе направи челикот подобро термички стабилен Секс. Дупчењето е елемент што ја проширува зоната на аустенитната фаза. Додавањето вежба на челик 4Cr5Mo2V може да промовира растворање на карбиди за време на процесот на аустенизација, да ја зголеми содржината на јаглерод во аустенитот и да ја зголеми стабилноста на аустенитот, а со тоа да го зголеми задржаниот австенит Износот на тензит и цврстината на мартензитот, а вежбата може исто така го промовира дисперзијата и врнежите на молибден карбид за време на процесот на калење и го подобрува ефектот на стврднување на врнежите z'-1.
Зајакнувачкиот ефект на никел и вежба врз матрицата го прави тест блокот од челик и понатаму да има поголема цврстина на површината по повторено чешање на стопениот алуминиум, така што е поотпорен на ерозија, што е корисно за подобрување на отпорноста на блокот за тестирање до оштетување на стопениот алуминиум. Исто така, се покажува и тврдоста на површината на блокот за тестирање и степенот на адхезија на алуминиум (види слика 3, табела 3): Прободениот челичен тест блок 4Cr5 Mo2V има најмалку површински јами и адхезија на алуминиум по 1,000 пати на лиење, т.е. отпорноста на оштетување на течноста од алуминиум е најдобра. Затоа, ефектот на зајакнување на додавање 1% Co на челик е поголем од додавање на 1% Ni, и двете се погодни за подобрување на ефикасноста на алуминиумското оштетување на челик.
3.Коклузија
- По алуминиумска легура 1 000 пати, примерокот од челик 4Cr5 Mo2V со вежба лепи најмалку алуминиум, а челичниот примерок од 4Cr5Mo2V има најмногу алуминиум, односно челикот 4Cr5 Mo2V со вежба има најдобра отпорност на термички оштетувања.
- По алуминиумска легура 1,000 пати, тврдоста на површината од челик 4Cr5Mo2V, челик од 4Cr5Mo2V + Ni и челик од 4Cr5Mo2V + Co се намали за 2.8, 1.8 и 1.4 HRC, односно додавањето на никел или вежба може значително да ја подобри отпорноста на топлинско оштетување од 4Cr5Mo2V умре-челик за леење.
Чувајте ги изворот и адресата на овој напис за повторно печатење: Ефект на вежба и никел врз отпорност на топлина од 4Cr5Mo2V Die Casting Die Cast Cast Die
Минге Компанија за кастинг се посветени на производство и обезбедуваат квалитетни и високи перформанси Кастинг делови (опсегот на делови за лиење од метал умира главно вклучува Лиење со тенок Wallид,Hotешка комора умира кастинг,Ладна комора умира кастинг), Тркалезна услуга (Услуга за кастинг,CNC машинска обработка,Изработка на мувла, Површински третман). Секое прилагодено алуминиумско фрлање умре, магнезиум или замак / фрлање цинк и други барања за леење се добредојдени да контактираат со нас

Под контрола на ISO9001 и TS 16949, сите процеси се вршат преку стотици напредни машини за фрлање умре, машини со 5 оски и други објекти, почнувајќи од бластери до машини за перење Ultra Sonic. Minghe не само што има напредна опрема, туку има и професионална тим од искусни инженери, оператори и инспектори за да се оствари дизајнот на клиентот.

Договорен производител на леано леење Способностите вклучуваат делови за леење на алуминиум во ладна комора од 0.15 кг. до 6 кг., поставување брза промена и обработка. Услугите со додадена вредност вклучуваат полирање, вибрирање, дебририрање, минирање со шут, сликање, обложување, обложување, склопување и обработка. Работените материјали вклучуваат легури како 360, 380, 383 и 413.

Помош за дизајн за лиење на цинк / истовремени инженерски услуги. Прилагоден производител на прецизни одлеаноци на цинк-умре. Може да се произведат минијатурни леаноци, леаноци за умирање под висок притисок, фрлања на мувла со повеќе слајдови, конвенционални фрлања на калапи, единици за умре и независни фрлања на умре и запечатени шуплини. Одлеаноците може да се произведат во должини и ширини до 24 ин. Во +/- 0.0005 ин. Толеранција.

Овластен производител на ISO 9001: 2015 магнезиум за умре, способности вклучуваат кастинг со магнезиум под висок притисок до 200 тони топла комора и ладна комора од 3000 тони, дизајн на алати, полирање, обликување, машинска обработка, сликање во прав и течност, целосен QA со CMM можности , монтажа, пакување и испорака.

Овластен ITAF16949. Вклучи дополнителна услуга за кастинг инвестиција кастинг,леење песок,Лиење на гравитација, Изгубено лиење од пена,Центрифугално кастинг,Лиење на вакуум,Трајно лиење на мувлаСпособностите вклучуваат EDI, инженерска помош, цврсто моделирање и секундарна обработка.

Индустрии за кастинг Делови за студии на случај за: Автомобили, Велосипеди, Авиони, Музички инструменти, Водена опрема, Оптички уреди, Сензори, Модели, Електронски уреди, Загради, Часовници, Машини, Мотори, Мебел, Накит, sиги, Телеком, Осветлување, Медицински уреди, Фотографски уреди, Роботи, скулптури, звучна опрема, спортска опрема, алатки, играчки и многу повеќе.
Што можеме да ви помогнеме да направите понатаму?
∇ Одете на почетната страница за Умре Кастинг Кина
→Лиење делови-Дознајте што сторивме.
→ ралатирани совети за Услуги за кастинг
By Производител на Minghe Die Casting | Категории: Корисни написи |материјал Тагови: Лиење на алуминиум, Лиење цинк, Лиење магнезиум, Лиење титаниум, Лиење од не'рѓосувачки челик, Лиење месинг,Бронзено леење,Кастинг на видео,Историја на компанијата,Лиење на алуминиум | Коментарите се исклучени







